
 0510-83950558
0510-83950558
13706190351
地址:江苏省无锡市阳山镇陆区工业园
电话:0510-83950558、83959351
传真:0510-83950558
手机:13706190351(马先生)
网址:www.cdfwjx.com
E-mail:13706190351@126.com

更换纸箱包装机械的蜗轮蜗杆减速箱内的润滑油,润滑油可选用10号、20号或30号机油。各部件修复后进行全机组装,开机运转,观察机器运转是否正常。专业纸蜂窝线链条若过松,可先采取去掉几节的方法进行调整,若已严重拉长,则应更换。调整和更换链条时应注意:链条接头处弹簧卡片的安装方向应与链条的运转方向一致,以免运行时产生冲击、跳动,甚至碰撞脱落。纸蜂窝线对所有滚动轴承进行拆洗,并加注新的润滑脂,可采用钙钠基润滑脂。清除所有摩擦面上的污垢,尤其是对链条和链轮要进行清洗,重新加注润滑油。检查炉灶是否漏烟,若发现漏烟,应对滚筒挡烟圈、炉灶和烟囱等进行检查,发现损坏应及时修复和更换。
蜂窝纸板生产线以一定的比例尺绘制运动简图,便于用图解法在图上对机构进行运动和力的分析。衢州纸蜂窝线蜂窝纸板生产线工程上还广泛应用不按严格的比例绘制的运动简图,通常称为机动示意图。专业纸蜂窝线在蜂窝纸板生产线的机动示意图上只是定性地表达出机械中各构件之间的运动和力的传递关系,但绘制却比较方便。这样便能清晰地反映全自动蜂窝纸板生产线与蜂窝纸板生产线相同的运动特性和传递关系。

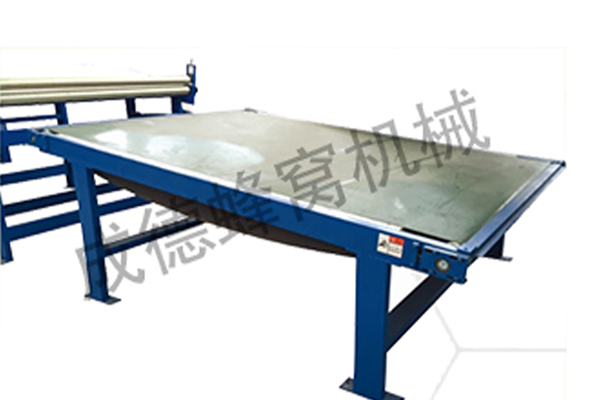
蜂窝纸板复合单元:作为生产线的核心机构,复合单元将上下两层面纸与定型后的蜂窝芯压合成蜂窝纸板。专业纸蜂窝线根据生产的需要,本单元可以对纸面和蜂窝芯进行加热处理,以提高复合速度。蜂窝纸板裁切单元:由于复合成型蜂窝板材的边角不整齐,以及需要对蜂窝板进行纵向分切,成型后的蜂窝纸板可以由纵向裁切机裁边,分切成需要的尺寸;而成型蜂窝纸板的长度由一台横向裁切机根据设定的长度裁断。纸蜂窝线生产线控制单元:全自动蜂窝纸板生产线的工作过程由PLC 程序控制器对整个生产过程加以控制,自动化程度高,安全可靠,一般不需要人为干预。

纸护角生产线安装时电气部分必须有良好的接地保护,当电器不能工作时请先检查电源是否良好,检查电箱内保险丝是否熔断。专业纸蜂窝线使用电压必须与纸护角生产线所规定的相一致。开机时首先打开总电源,转动钥匙开关,开启电机电源(OFF至ON),等待5秒左右,当需要机器工作时,按下电机启动钮(启动前调速钮位置在“0”),通过调速旋钮,调整所需速度。面板按钮:“裁切”,根据需要可在非自动状态下操作。衢州纸蜂窝线当出现异常情况时,按下“紧停开关”,切断电器箱电源,停止机器动作。需特别注意,若生产U型护角时,用锯床裁切则一定不能按油泵启动按钮,否则会报警影响正常生产。

纸蜂窝拉伸机使用时容易出现的问题常见有六条,以下六种方法适用于补偿器,膨胀节等产品注意事项,不合理的选型或错误的选材都会使设备受损害,造成不可挽回的损失。衢州纸蜂窝线 纸蜂窝拉伸机常见问题情况如下: 纸蜂窝拉伸机选型错误。违背在两个固定支架之间只能设一个膨胀节的原则。旧蒸汽管线的改造。波形膨胀节选材错误。对承受内压盲板力的耳架的各条焊缝必须满焊且焊透,应进行强度核算,在实际运行中因这类焊缝质量差或强度不足而出事故的实例时有发生。专业纸蜂窝线对于含硫化物的介质,膨胀节的设计应考虑运行环境温度的变化,特别是在寒冷地区运行的管道,膨胀节应采取外保温措施,避免波纹管表面温度过低,产生露点腐蚀。


 苏公网安备32020602002844
苏公网安备32020602002844